Jak się układa rury na dnie morza

Materiał własny z kilkoma zdjęciami i krótkim opisem.

- #
- #
- #
- 166
- Odpowiedz
Materiał własny z kilkoma zdjęciami i krótkim opisem.
Dzień dobry Wszystkim.
Pomimo, że dla co poniektórych podmorska rurka jest tematem bardzo drażniącym pozwolę sobie zaprezentować jak proces układania rurociągu przebiega ze statku/barki na dno morza.
Pominęty został proces startu i położenia.
Do prezentacji zostaną użyte zdjęcia z projektu który zakładał położenie rurociagu o średnicy 20” (Nord Stream i Nord Stream 2 składaja się rur o średnicy wewnętrznej 48”, Baltic Pipe 36”) jednak zasada układania jest podobna.
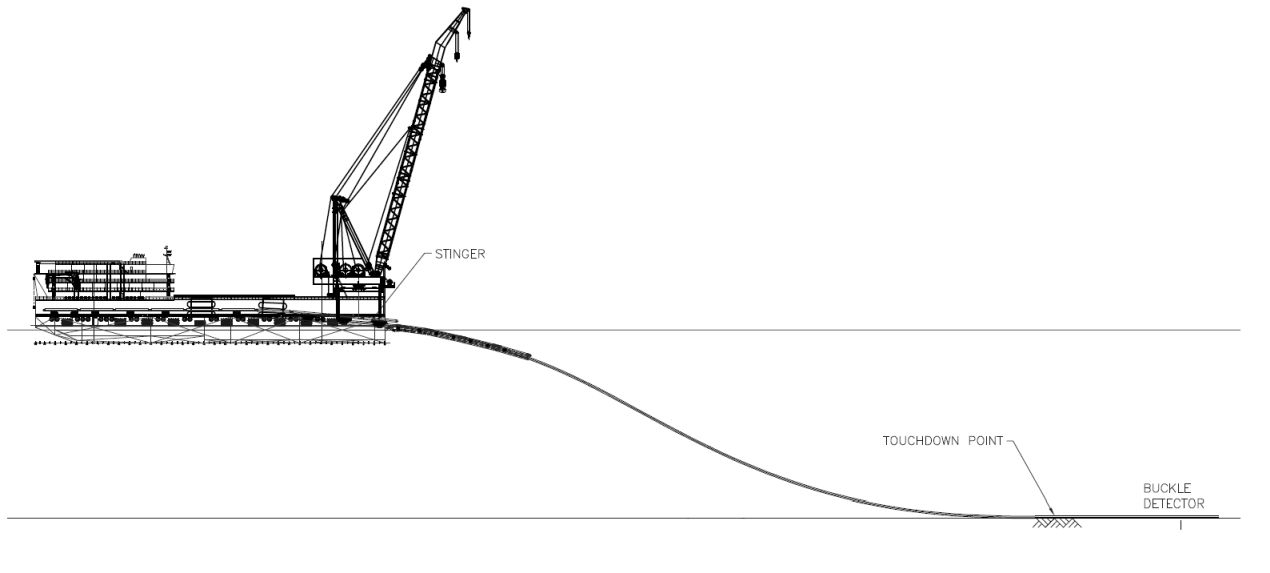
Jednym ze sposobów układania takiej rury jest „S” (S-lay) i taki będzie dzisiaj zaprezentowany. Pomijam proces układania rury już do samej „plaży” czy platformy. Jedynie odcinek podmorski.
Rura wychodzi ze statku praktycznie poziomo i pod swoim własnym ciężarem ugina się i opada na dno w miarę dokładania coraz to nowych odcinków. Jest kontrolowane za pomocą stingera, ustrojstwa montowanego do statku/barki który to zapewnia odpowieni kąt pod jakim rura jest układana na dnie. Jest to ważne, żeby zachować wyzaczony tor oraz oraz ugięcie rury, żeby nie została złamana.
Zależnie od kontraktu rura może być zakopywana (trenching) lub też tylko układana na dnie. Czasami stosuje się przysypywanie kamieniami (rock dumping).
Rura.
Rury wykonywane są w technologi CWC (concrete wall coating) czyli metalowa rura pokryta częściowo betonem. Betonowego pokrycia nie wykonuje się przy końcach rury i pozostawia miejsce na spaw, które na późniejszym etapie się uzupełnia ale o tym dalej.
Metalowa rura o grubości ścianki 15.9mm powleczna jest przeciwkorozyjną powłoką o grubości 3,2mm a na to połoąona betonowa otulina o grubości 45mm. W tym przypadku beton jest jedynie obciążnikiem.
Waga jednej rurki w tym ok 5,5 tony (Nordstreamowa ok 24 ton). Standardowa długośc 12,2m.
Według projektu rurociąg ma żywotnośc 15 lat.

Tak wykonane na lądzie rury transportuje sie barką czy innym statekiem na miejsce gdzie będzie układana. Zazwyczaj statki (pipelayery, przepraszam ale nie wiem jak poprawnie nazwać taki po polsku, rurowiec?) mają ograniczoną możliwośc składowania rur na pokładzie.

Proces przygotowania i łaczenie odcinków.
Odcinki kolejno transportowane są na jednostkę do układania i tam przechodzi cały proces przygotowania i zespolenia.
1. Czyszczenie od środka
„Swabbing Rabbit” przeciągany jest przez rurę w celu usunięcia zanieczyszczeń. Widać bardzo zaawansowane urzadzenie, ale chyba sposobu działania nie trzeba wyjaśniać.

2. Ukosowanie (beveling)
Końce rur przed spawaniem są ukosowane za pomocą obrabiarki:

...co daje taki efekt

3. Czyszczenie powierzchni zewnętrznych i demagnetyzacja
Kolejna stacja zajmuje się przygotowaniem powierzchni zewnętrznej rury. Odcinek nie pokryty betonem jest czyszczony z rdzy i innych nalotów.
Sprawdza się namagnesowanie i w razie potrzeby robi demagnetyzację.
Na zdjęciu szlifiera na demagnetyzatorze:


4. Stacja „0”. Na kolejnym stanowisku jest nanoszony odpowieni numer w kolejności i chłopaki podłaczają stalowa linę którą wciagają cały szpej znajdujący sie w rurze. Tutaj tez wstepnie podgrzewają.

5. Stacja Nr.1 – jest to już stanowisko na którym współosiuje się kolejno odcinki rur oraz kładzie pierwszą spoinę. Osiowanie wykonuje się za pomoca wewnętrznej klamry oraz „hydrulicznego stołu” (LUT – Line up tool). Internal line-up tool jest pierwszym ze szpeju jaki znajduje sie w rurze i jest wyciagany przez stalowa linę mocowana przez chłopaków na „Stacji 0”


Line Up Tool - te rolki moga się poruszać w każdym kirunku i w taki sposób ustawiać czoła rur

Po ustawieniu szczeliny i osi kolejny raz podgrzewajmy i już spawacze moga zamontować sprzęt na crowlerach i zacząć spawać...

6. Stacja Nr. 2,3 i 4 to są stacje wykonujące kolejne warstwy spoiny. Na każdej z tych stacji sprzęt spawalniczy jest odpowiednio ustawiony aby uzyskać założone parametry spoiny. Przed każdym projektem wszyscy spawacze wykonują kilkadziesiąt próbnych spawów razem z technikami od automatów spawalniczych żeby odpwiednio dobrać nastawy, oraz, żeby spawacz nabrał wprawy. Każdy spaw jest kontrolowany i tylko spawacze, którzy usyskali wymagana ilość poprawnych spoin kontrolnych są dopuszczeni do spawania rury właściwej.


Cała spoina po 4 stacjach wygląda jak na poniższym zdjęciu wraz z nazwami:

7. Stacja 4 – X-Ray. Każde połączenie jest prześwietlane. Sprawdzany jest przetop i jakośc spoiny. Kontrola jakości decyduje, czy połacznie jest poprawnie wykonane i jeżeli pojawiają sie wątpliwości na kolejnej stacji wykonuje się naprawę.
Na spoinę nakłada sie kliszę:


...a w środku rury znajduje się kolejny przyrząd ciagnięty prze stalowa linę ze „Stacji 0”.
Jest to Aparat RTG (ten cylinder) razem z wózkiem na baterie (to metalowe podłużne pudło)

I przykładowe zdjęcie spoiny

8. Stacja Nr.5 – Stacja napraw. Jeżeli QC znajdzie jakiekolwiek uchybienie w tym miejscu spoina jest naprawiana. Wykonuje się to już ręcznie. Chyba, że spoina jest tak żle wykonana, że trzeba ją całkowicie odciąć i ponownie zespawać. Wiąże się to niestety z cofnęciem całego procesu i zaczęcia od nowa.
9. Stacja Nr.6. Piaskowanie. Klient sobie zażyczył więc piaskują chłopaki

...i efekt po piaskowaniu

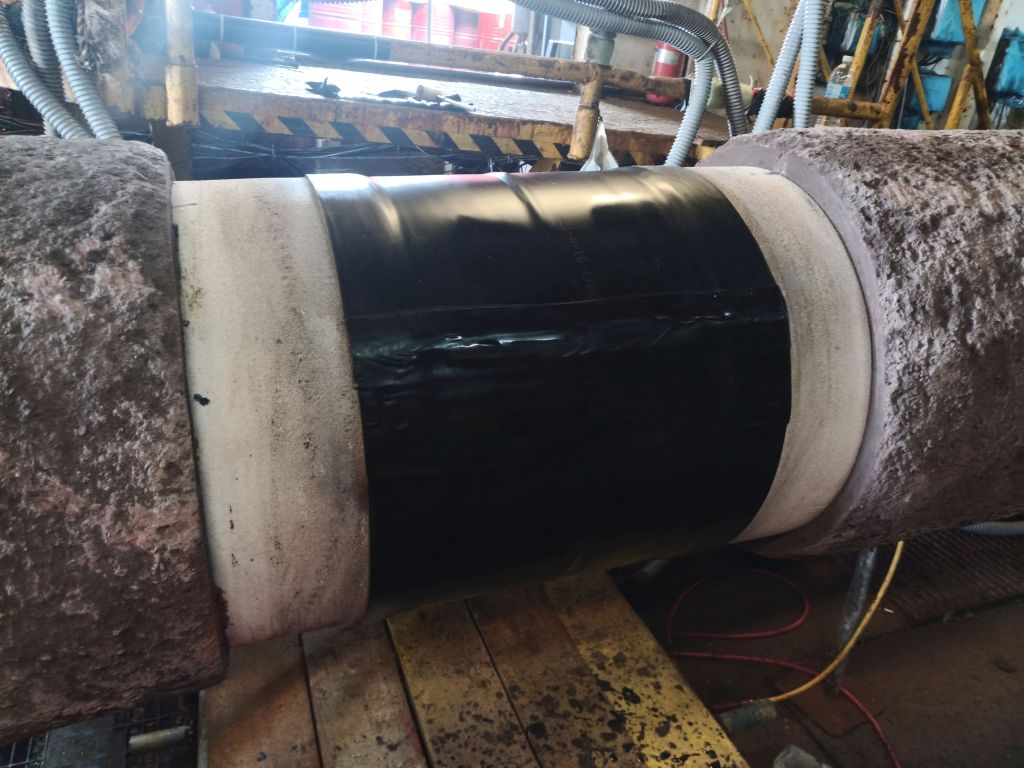
10. Stacja Nr.7. Joint coating czyli zabezpieczamy połączenie.
Zaczynamy od nałożnia epoksydowej powłoki i ogrzaniu jej zeby szybciej stwardniała.


Dodatkowe ogrzewanie indukcyjne

Na to nakładamy rurke termokurczliwą i zgrzewamy

11. Ostatnia stacja Nr.8. Wypełnienie pianką.
Na rure zakłada sie arkusz blachy i spina metalowymi paskami. Przez wycięty otwór wpuszcza sie mieszaninę chemikaliów tworzacych piane rozprężną. Wypełnia to całkowicie powstała „komorę”.

I połaczenie jest gotowe do zwodowania

Cała akcja trwa max 8 minut. Najdłużej teraz trwało zakładanie tych wszstkich powłok. Statek nie jest demonem prędkości. Jest to „single joint” czyli jedno połaczenie na raz. Piplayery z Saipemu, Castrone czy Castro Sei kładą „triple joint”. Więc nie ma co tu porównywać. Udało się osiagnąć 180 jointów na dziń więc i tak spoko, biorąc pod uwagę ilość napraw poniżej 1%.
Wróćmy jeszcze do „szpeju w środku rury”.
Była internal line-up clamp, apparat X-ray a dużo dużo dalej za punktem w którym rura dotyka już dna ( w tym przypadku ok 400m za statkiem) jedzie „wykrywacz zagięcia” - buckle detector.

Zasada działania jest prosta. Stalowa lina, ta podłaczana na „Stacji 0” jest wciągana przez niewielka windę. Jeżeli rura nie ma żadnych zagięć wózek jedzie sobie spokojnie wytwarzając naprężenie na linie. Na windzie zamontowany jest pomiar obciążenia. Jeżeli wózek natrafi na zagięcie obciążenie wzrośnie i załaczy alarm.
Ostatnio przy Baltic Pipe było mówione, że robili crossing z NS i NS2.
Teraz też wykonywaliśmy taki manewr. W tym calu używa się betonowych materacy oraz równiez betonowych slipperów.
Materac

Slippersa niestety nie mam na zdjęciu. Poniżej rysunek poglądowy.
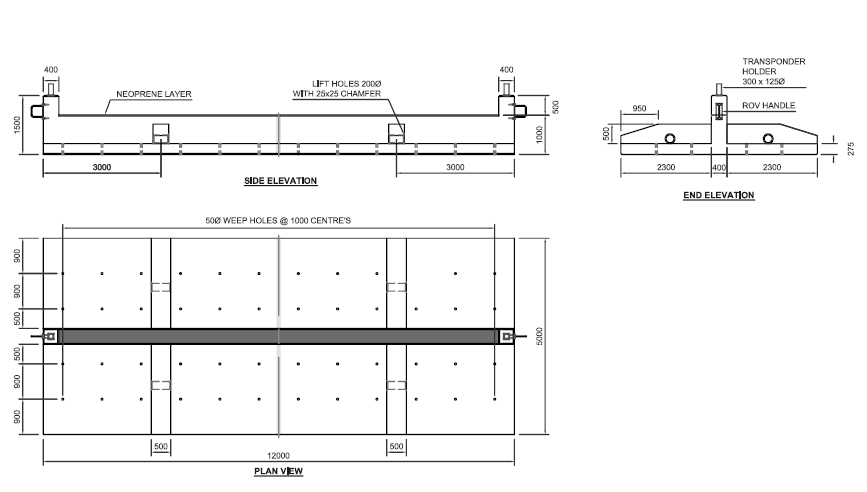
I rysunek jak to jest ułożone pod wodą. Niestety przejrzystość wody nie pozwalała na zrobienie jakichkolwiek zdjęć więc ROV latał tylko na podstawie sonaru i odczytów z czujników.
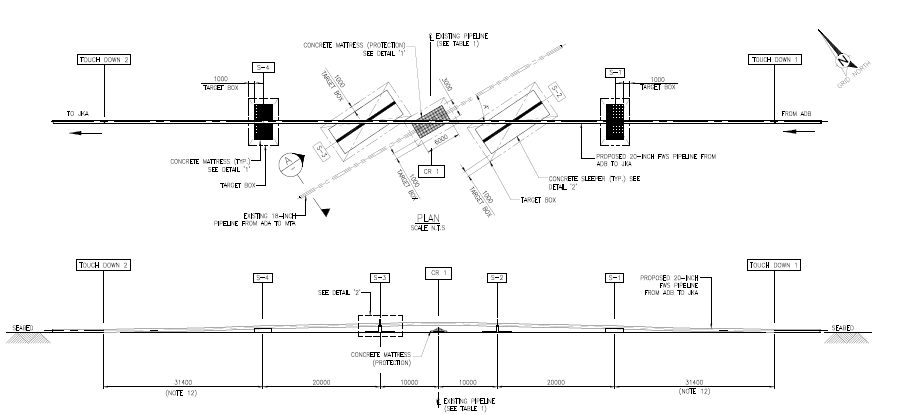
Pierwszy materac zapobiega wgryzaniu się rury w piach, nastepnie rura przehodzi po dwóch rampach nad istniejącą rurą i opada na kolejnym materacu. Trzeci materac jest typowo zabezpieczajacym również istniejąca rurę i układa sie bezpośrednio na niej.
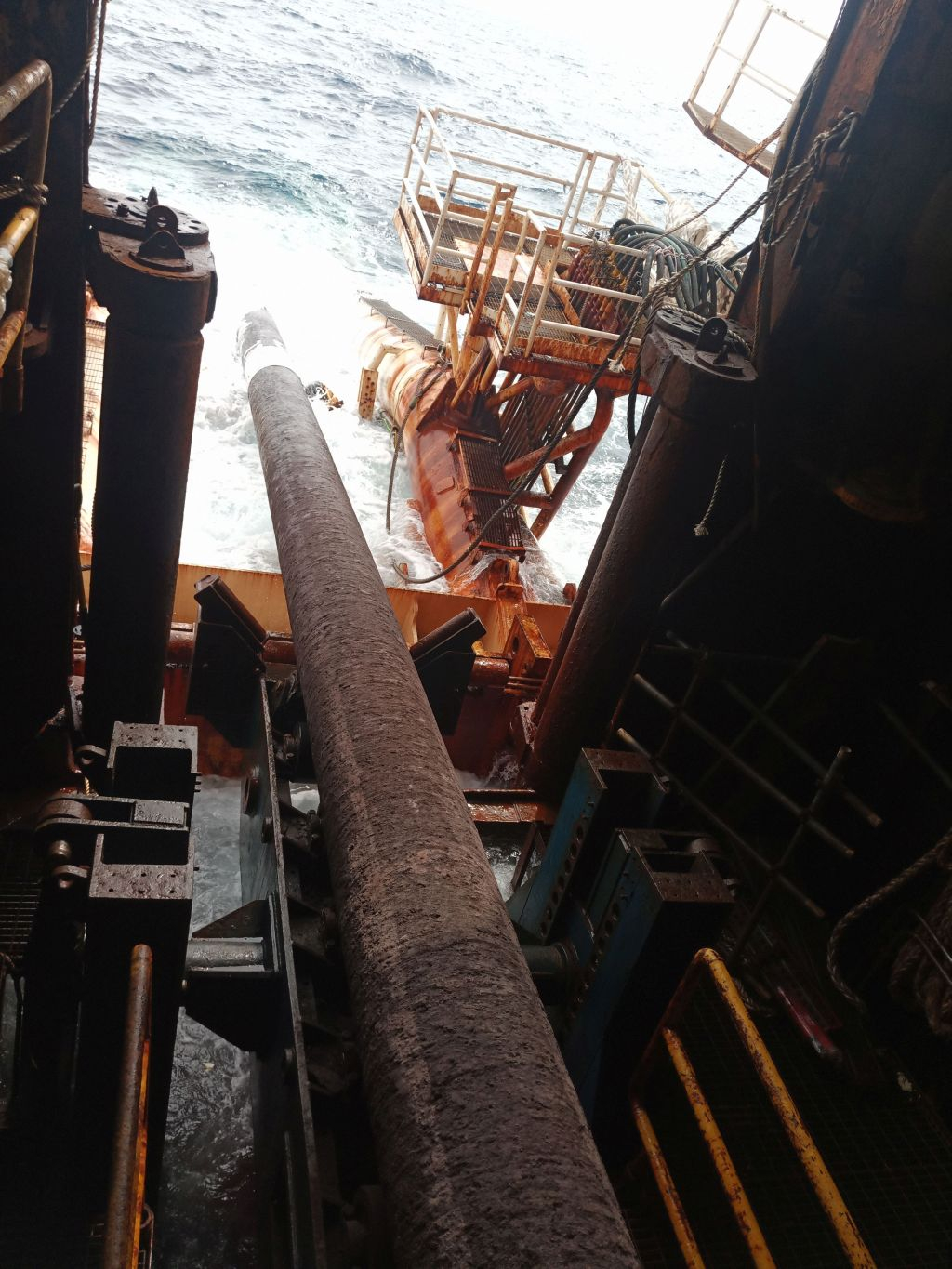
Teraz jeszcze jedna sprawa jak wogóle wodowanie rury sie kontroluje.
Otóż gdy juz wszystkie stacje zgłoszą gotowość barka przesuwa się do przodu (albo o własnym napędzie lub na kotwicach jak w ty przypadku). Rora jest umieszona pomiedzy tzw. tensionerami. Sa to urzadzenia które pozwalaja na scisnięcie rury i utzymanie lub ruch w zadanym kierunku.
Tera obciążenie w stosunku do staku było na poziomie 80ton.
Operator czy to DP (Dynamic Position) czy wind kotwicznych musi ścisle współpracować z operatorem tensionerów, zeby nie uszkodzić czy to statku czy rury.
Jedno przesunięcie trwa około minuty.
Tak wyglada jeden z tensionerów

To chyba narazie tyle.
Mam nadzieje, że niezbyt chaotycznie.
jak macie jakieś pytania to chętnie odpowiem.
Grusznikow, gdzieś na Morzu Południowochińskim...

tygodnia





Komentarze (148)
najlepsze
1. "Według projektu rurociąg ma żywotnośc 15 lat." Potem się to porzuca na dnie czy wyciąga? Co na to ekolodzy?
2. Czy zakłąda się, ze dno morskie musi być płaskie czy rury czasem zwisają nad jakimiś podwodnymi 'przepaściami'?
3. Czy zadarza się, że podczas układania rura się uszkodzi gdzieś na dnie? Potrzeba wysyłać nurków do napraw?
4. Jakie maksymalne głębokości są dostępne przy tej technice?
5. Czy zdarza się, ze te
2. Robi sie dokładne pomiary przed położeniem. Wybiera sie taki przebieg żeby rura była "na płasko"
3. Zdarza się. W tym wypadku niestety rurę się porzuca i szykuje drugi odcinek, ale to jest czasochłonne. Raczej się cofa, wciąga z powrotem i usuwa uszkodzony element.
4. W mojej firmie ostatnio połozyli na 1300m
5. Niestety tak. procedura jak
1. Ile zarabiasz?
2. Jak się dostałeś do branży?
3. Jakie masz rotacje?
Ciekawa praca. Nie wpadłeś w monotonię? Jak długo pracujesz?
2. Kilka lat temu odebrałem telefon w odpowiednim czasie i w odpowienim miejscu.
3. 6tygodni
Poza układaniem rur mamy też dżwig 2000t. No i zawsze cos sie dzieje. Może widok za oknem sie za bardzo nie zmienia, ale...do przeżycia.
Co wówczas? Czy wysyła się spawaczy głębinowych (jeśli tak to co gdy rurociąg jest głęboko, poza możliwościami nurkowania ludzi)?
Pierwsza opcja to nurek i próba naprawy. Jak nie da rady to są metody na podniesienie odcinka rury przy pomocy niewielkich żurawików usytuowanych z boku statku i wymianie uszkodzonego odcinka.
1. ja mam pytanie o to jak trudno uszkodzić taką rurę? Czy jakby kuter rybacki zupełnie przypadkowo zgubił kotwicę idealnie nad rurociągiem i go trafił to jest ryzyko, że się rozszczelni?
2. Czy świeżo położony rurociąg jest pusty w środku (powietrze pod ciśnieniem 1atm) czy jest zalany wodą morską (ciśnienie wody w środku równoważne temu
2. Jest pusty. Teraz bedzimey montować risery (pionowe odcinki rur) na dwóch platformach więc rura chwilowo zostanie zalana. Robi sie potem płukania i przedmuchy.
Na moim statku ostatnio chłopak stracił trzy palce wkręcając je sobie w line i bloczek.
Śmiertelne też sie zdarzają. :(
2. Co robi się z rurą po upływie tych 15 lat?
3. Nie stosujecie masek gazowych przy nakładaniu warstwy epoksydowej? To z tego co wiem potwornie śmierdzi i nie jest zbyt zdrowe.
4. Ta pianka rozprężająca to to samo co ta pianka rozprężająca na budowie, czy czymś się różni?
5. Jak długa jest odległość na której rura się przegina zanim dotknie
2. Wszyscy sa eko, więc sie wyciaga i do utylizacji.
3. Ten akurat tak mocno nie śmierdzi. Chłopaki pracuja tez w dosyć przewiewnym odcinku. Ale fakt powinni mieć.
4. Jest dużo twardsza.
5. Od rufy statku jakieś 400m
6. Jak rura za mocno nie skcze na stingerze to się czeka. Jak juz jest
Połączenie rur powinno być bardzo sztywne, ze względu na kształt przekroju i metodę łączenia. A na pierwszym rysunku wygląda jakby rury się uginały o kilka stopni aby ułożyć się na dnie. Ale jak to tak?
źródło: comment_1628729705kg21iofEUHaSKc80zjzkbn.jpg
Pobierzświetny materiał!
Dzięki!
Wiedza typu: zawsze mnie to ciekawiło, ale nigdy nie było kogo spytać :)
Czyta się w 10 sekund - jak dobrą książkę. (szkoda, że taka krótka :( )
20" rura dzisiaj się skończyła. Za tydzień zaczynamy 14".
Komentarz usunięty przez moderatora