
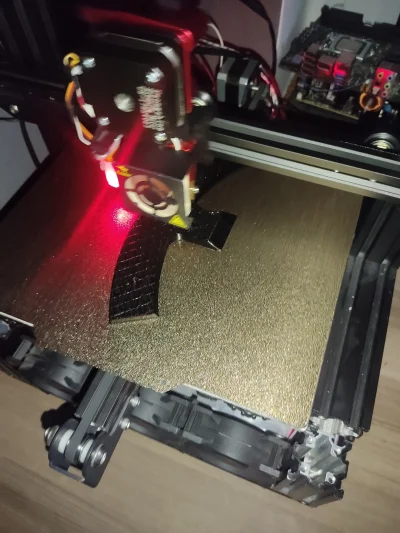
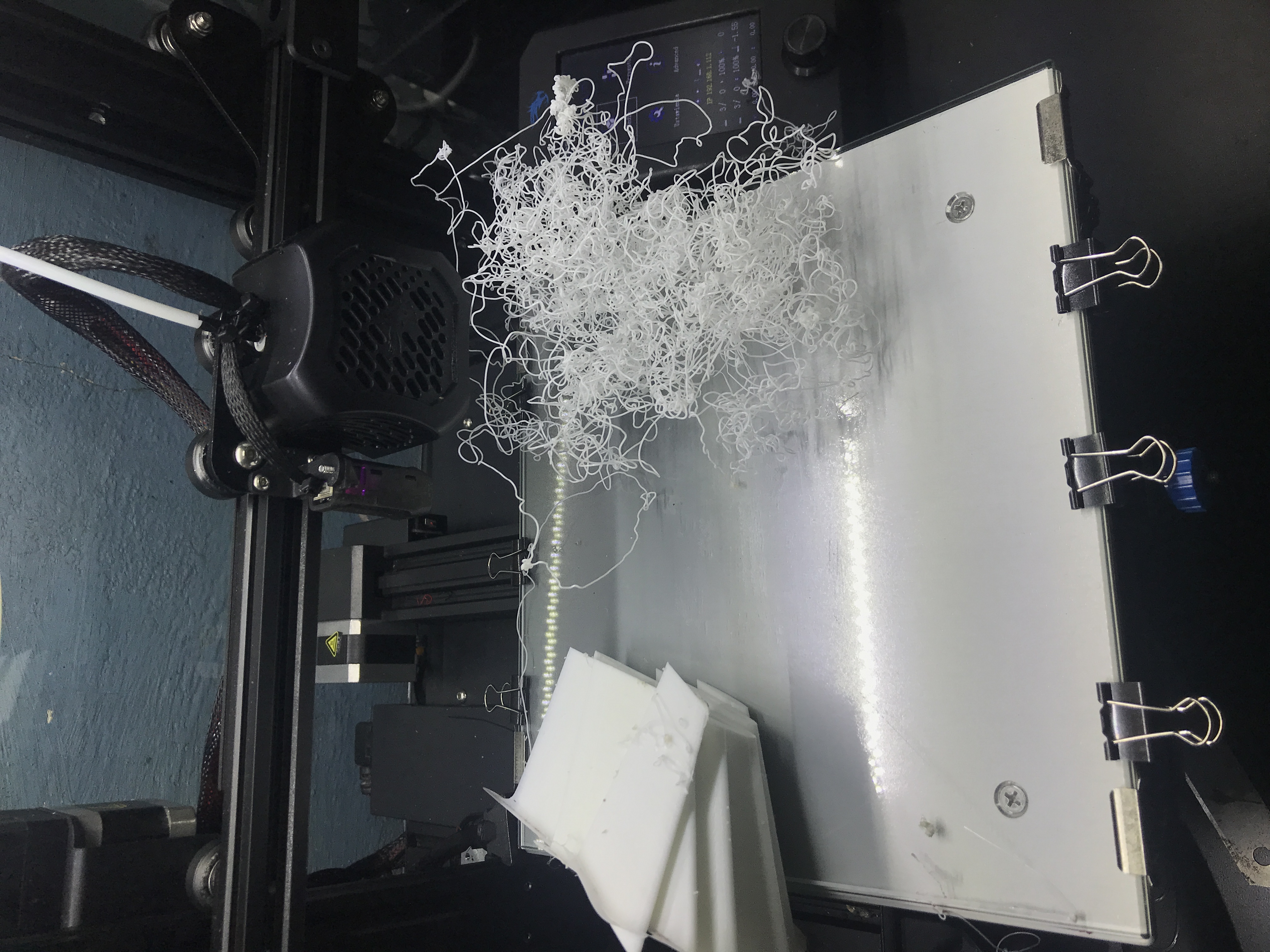
Drukarka robi BRRRRRRR
czyli autokalibracia Endera3 V3 KE (Nebula pad) przy pomocy g-sensora ADXL345.
Z racji że oryginalny czujnik przyspieszenia to koszt około 8 dych, to postanowiłem sobie "wystrugać" go sam;) Płytka z układem na aledrogo kosztuje ~ 11PLN, wtyk(żeński) USB C ~ 3PLN, giętki kabel ze starych słuchawek ze złomu, dodatkowo termokurcz i soldermaska UV, śrubki od starego HDD (gwinty w stole nie są "typowe").
To nie żart: przed kalibracją należy
czyli autokalibracia Endera3 V3 KE (Nebula pad) przy pomocy g-sensora ADXL345.
Z racji że oryginalny czujnik przyspieszenia to koszt około 8 dych, to postanowiłem sobie "wystrugać" go sam;) Płytka z układem na aledrogo kosztuje ~ 11PLN, wtyk(żeński) USB C ~ 3PLN, giętki kabel ze starych słuchawek ze złomu, dodatkowo termokurcz i soldermaska UV, śrubki od starego HDD (gwinty w stole nie są "typowe").
To nie żart: przed kalibracją należy

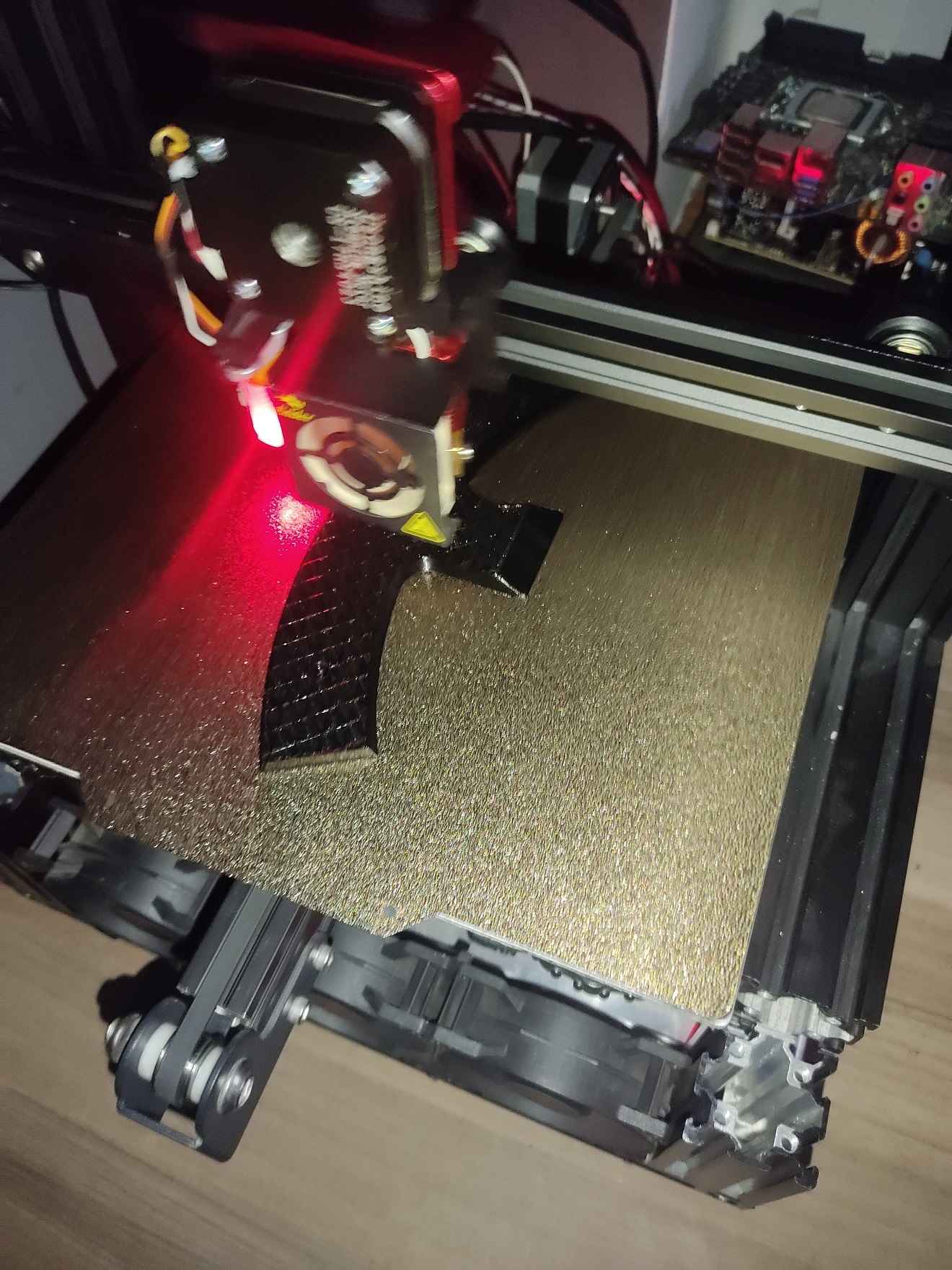
źródło: adxl-ender
Pobierz@Bialkowoz: Czyli wychodzi, że sucho też nie dobrze(⌐ ͡■ ͜ʖ ͡■)
Średnio mam 55-65% wilgotności, zależnie od aury i miejsca pomiaru(cyrkulacja) - testowane na 2 różnych higrometrach (różnica w wyniku to 2, 3%). I tak pewnie po wyjęciu będę musiał podsuszyć, jak ktoś na tagu pisał, bo w procesie technologicznym taki filament przechodzi przez wodę. Zobaczymy( ͡° ͜ʖ ͡°)
Średnio mam 55-65% wilgotności, zależnie od aury i miejsca pomiaru(cyrkulacja) - testowane na 2 różnych higrometrach (różnica w wyniku to 2, 3%). I tak pewnie po wyjęciu będę musiał podsuszyć, jak ktoś na tagu pisał, bo w procesie technologicznym taki filament przechodzi przez wodę. Zobaczymy( ͡° ͜ʖ ͡°)

@Ja_tutaJ: czasem sie zdarza ze szpula prosto z opakowania wychodzi wilgotna ale to jest rzadkie jesli kupujesz "markowe" filamenty, to ze przy produkcji chlodzi sie w wodzie nie ma praktycznie znaczenia, jesli tak to po co bylyby pakowane prozniowo z pochlaniaczem wilgoci? U mnie PET-G ktore lezy na swiezym powietrzu od 3-4 lat drukuje normalnie, nigdy nie suszylem ale zdarzalo mi sie PLA prosto z opakowania ktore musialem suszyc (no i



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
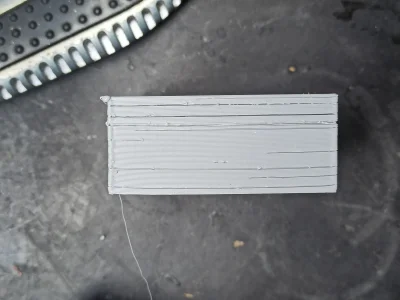
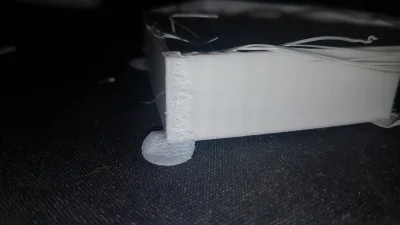
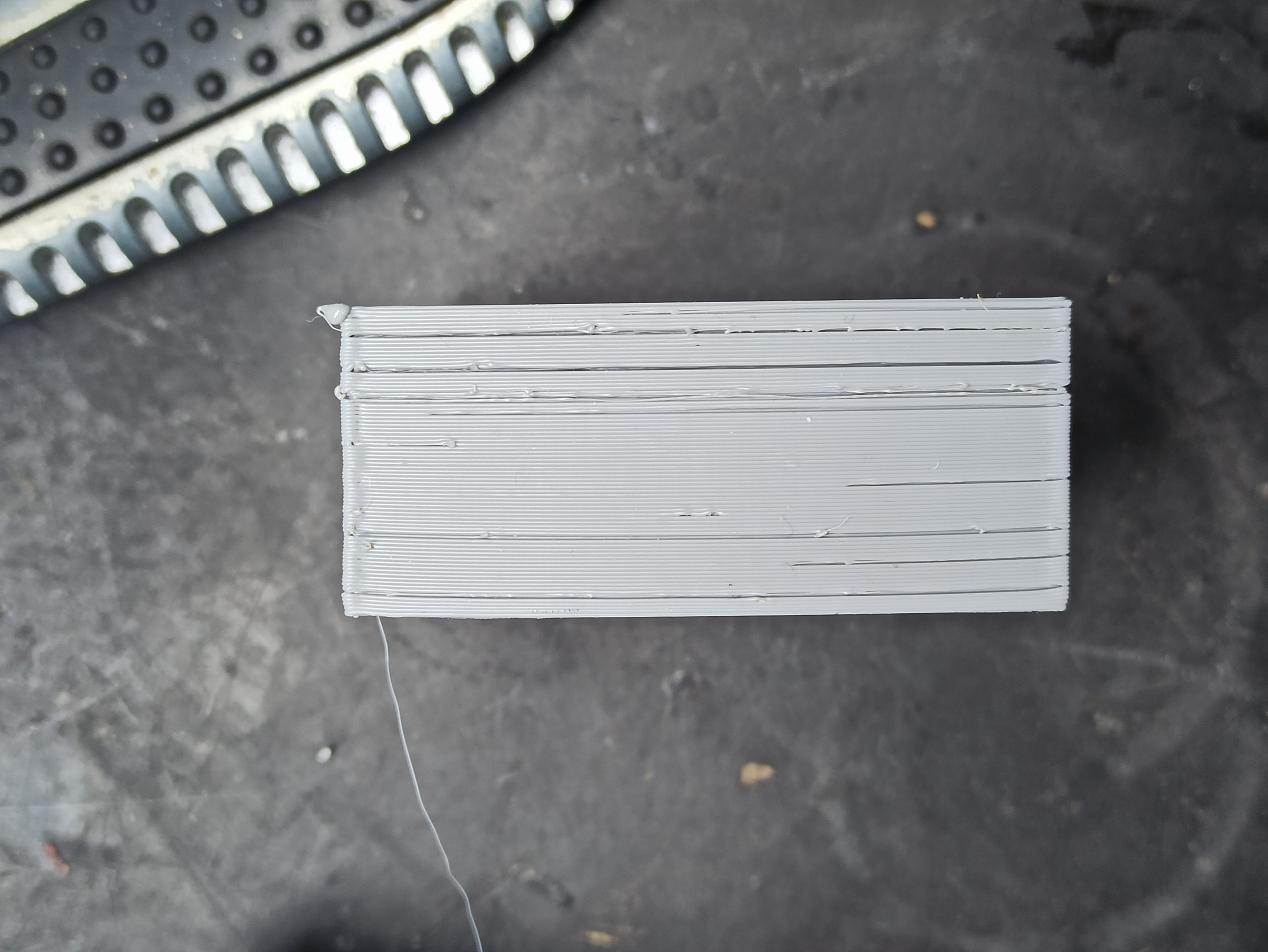
Producent zaleca temp. 240-260C dla prędkości (raczej druku niż ekstrakcji;p) 100-200mm/s, oraz 230-240C dla 50-100mm/s, w przypadku nieużywania kleju temp. stołu 75-85C.
Wybieram z menu filamentów defaultowy PETG, przezywam, kopiuje i tak:
zakładka Filament>Zalecana temp.dyszy ustawiam min.240 max.260C. Temp druku ustawiona jest na 250C tego nie ruszam. Temp stołu zmieniam na 80C
źródło: IMG_20240425_132546
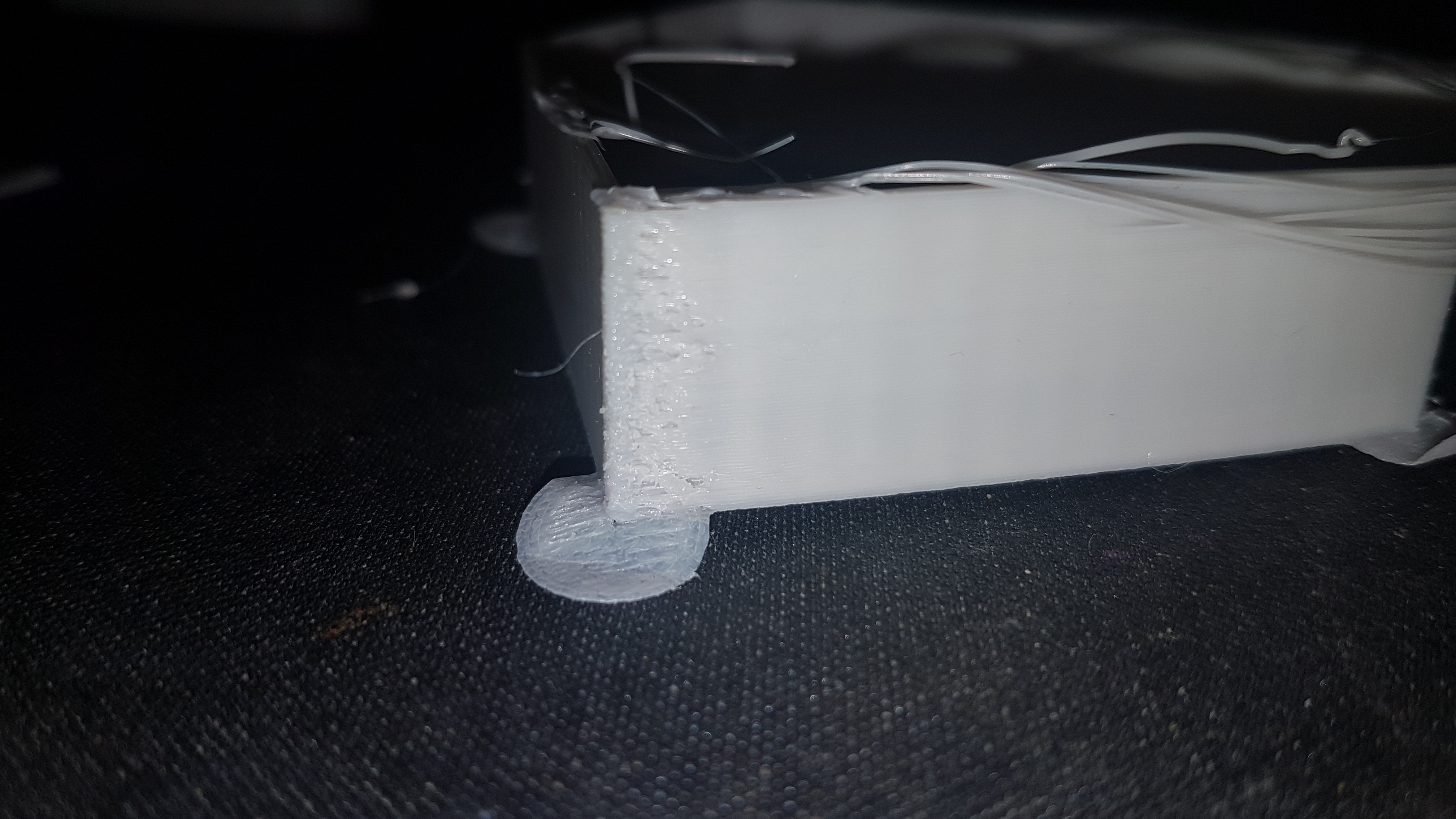
PobierzTo moze pomoc z naroznikami, mozliwe ze odrobine za duzo plastiku wypluwasz, mozesz tez sprobowac zmniejszyc predkosc drukowania obwodow (lepiej sie nauczyc podstawowych nazw po angielsku bo polskie tlumaczenia sa dziwne) o ile ten problem jest na wszystkich wastwach / temperaturach. Jesli jest tylko na pierwszej warstwie to masz za nisko ustawiona pierwsza warstwe, jesli na niektorych temperaturach to sprawa jasna